

Latest Blog
Blog
That Extra Monte Carlo Tolerance Analysis Just Might Save Your Next Defense Project

Daniela Dandes
May 12, 2026
Latest Blog
Blog
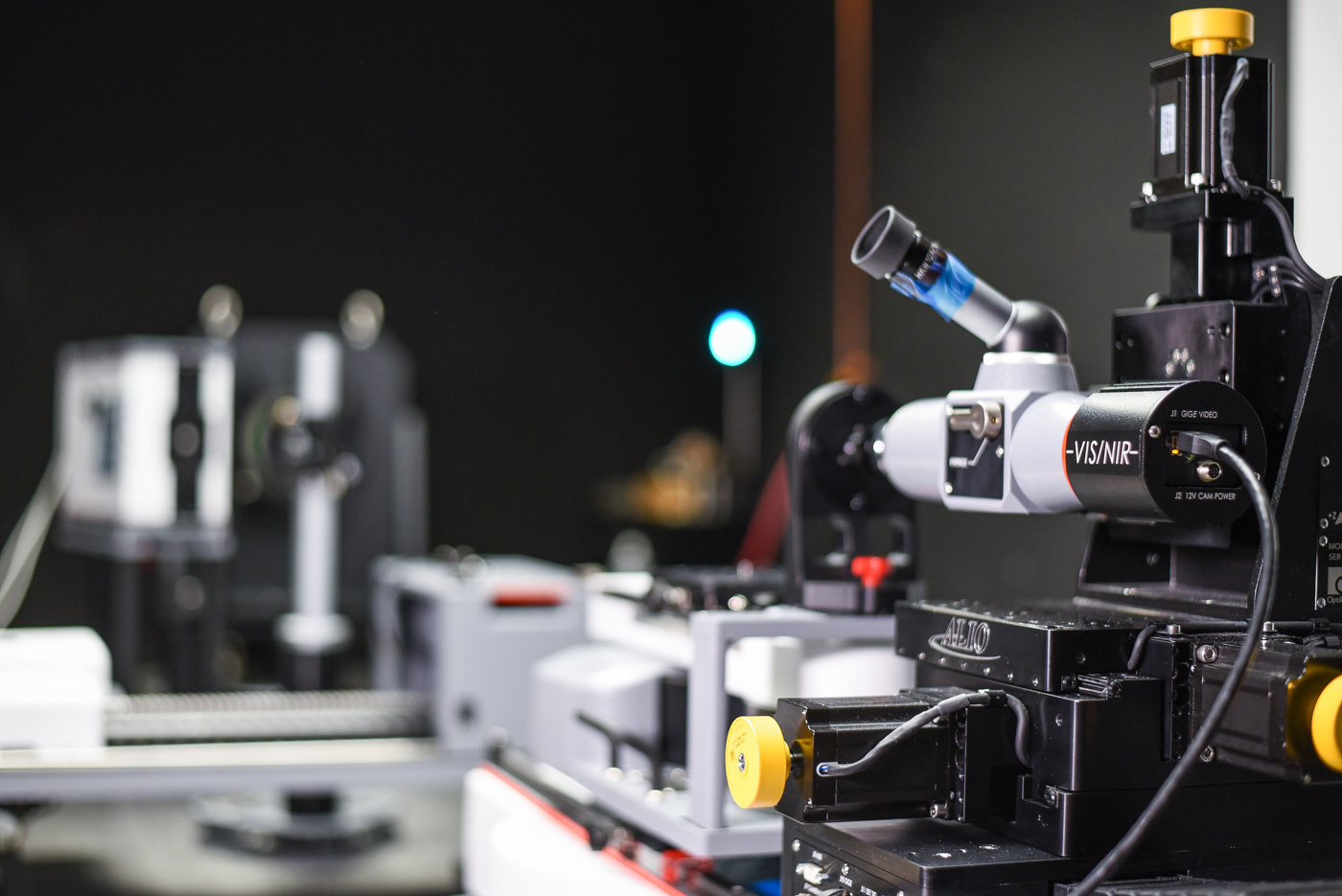
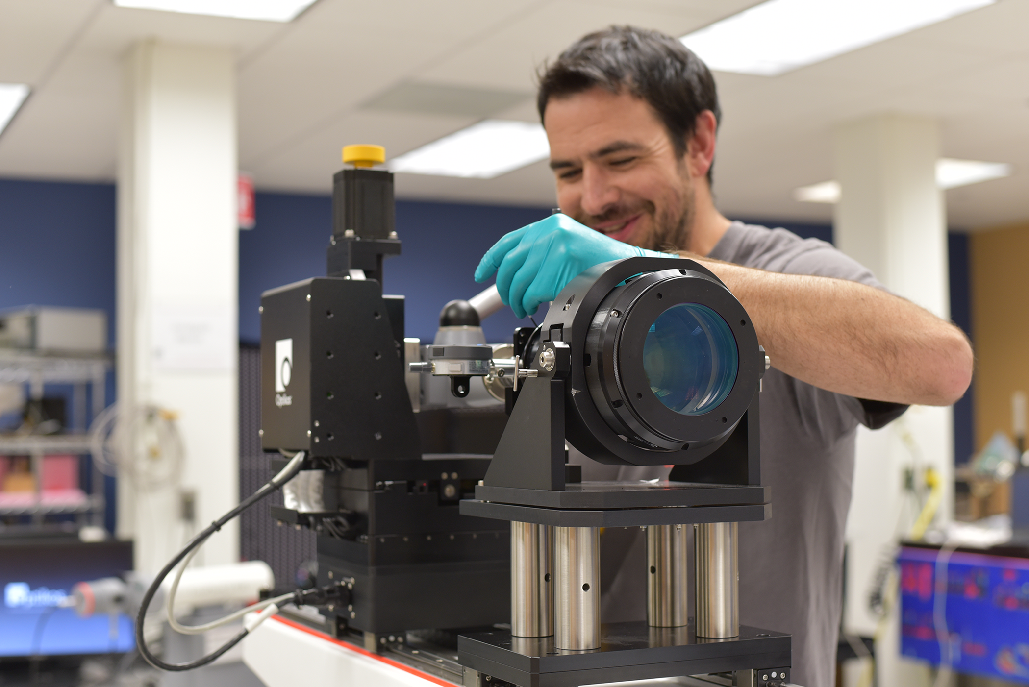
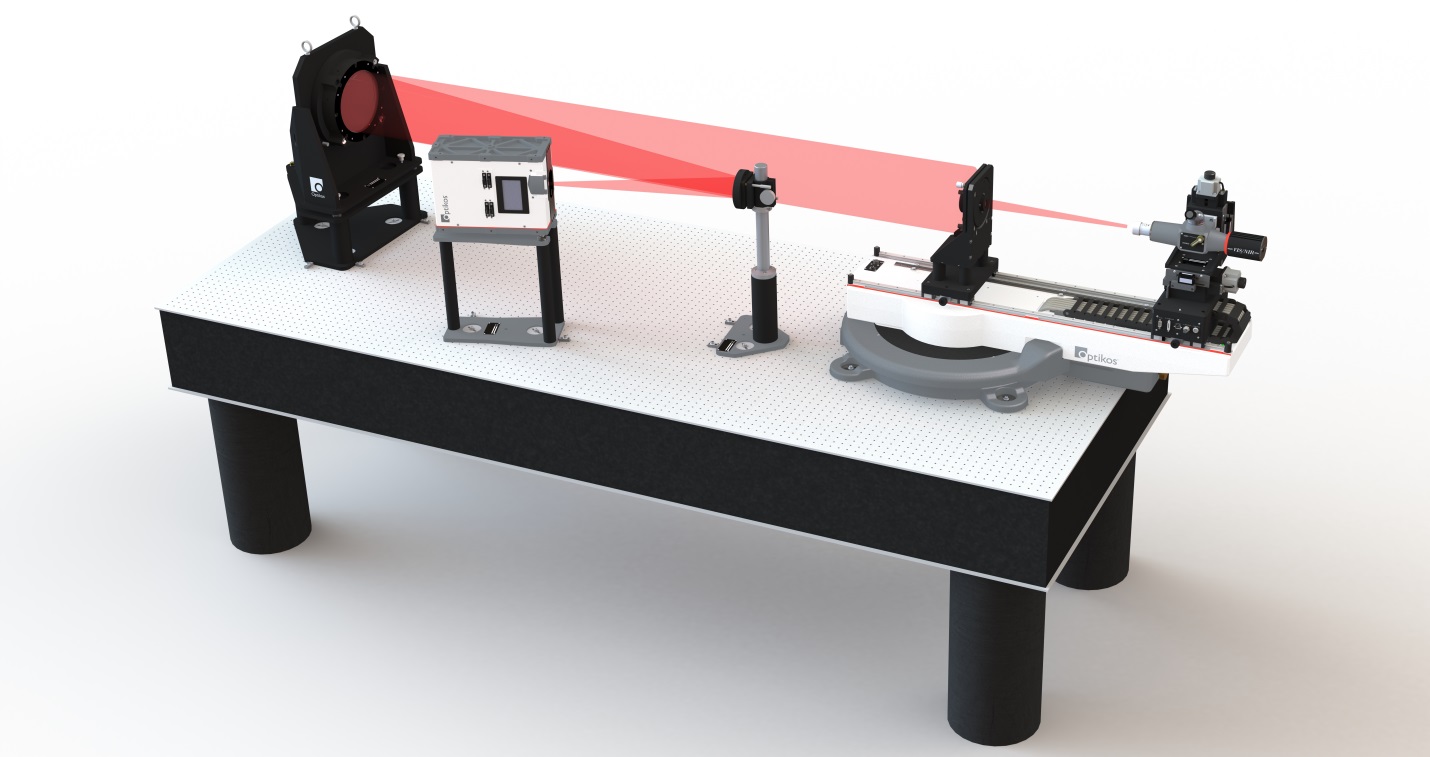
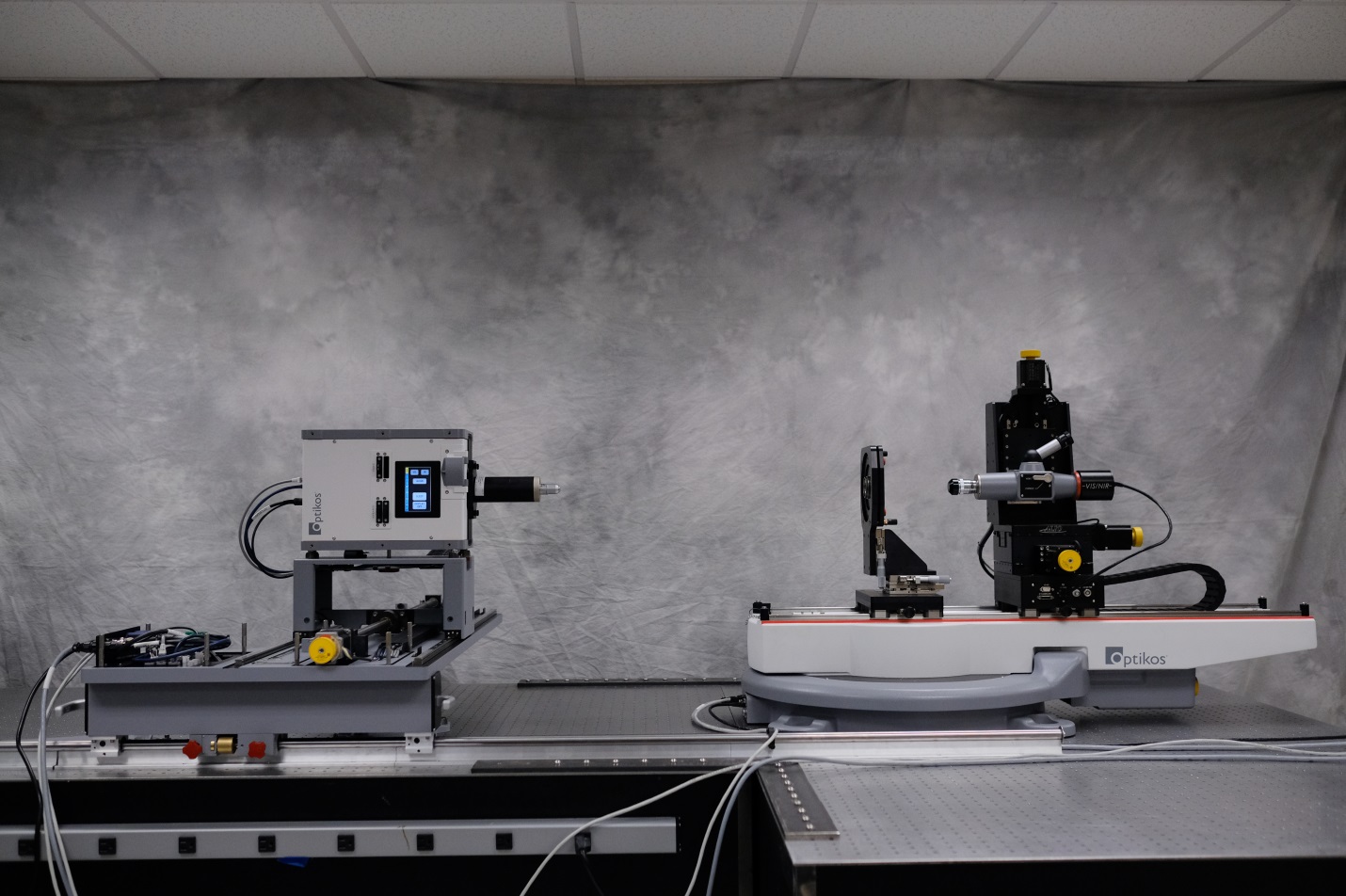
The OpTest® Bench: A Lens Metrology Multitool For The Defense Industry

Hillary Balonek
May 07, 2026

Latest Blog
Blog
Defense Upgrades Call for the Best Optical Systems at the 2026 SPIE Defense + Security
Daniela Dandes
Apr 17, 2026

Latest Blog
Blog
Mentoring the Next Generation of Optics Disruptors with Lars Sandström
Daniela Dandes
Apr 02, 2026

Latest Blog
Blog
Non-Negotiables for Space: Testing Optics via Vacuum-Compatible Metrology Solutions
Daniela Dandes
Mar 26, 2026
Latest Blog
Blog
Rising to the Challenge in 2026 at Optikos
Daniela Dandes
Feb 20, 2026

Articles
Ask The Optical Engineering Experts®
09/29/2025
Articles
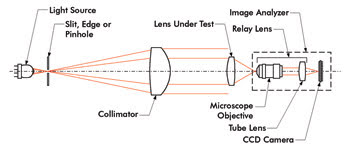
How to Measure MTF and other Properties of Lenses
01/01/2024

Articles
Compensation Methods for Glass Tolerances: Performance and Manufacturing Considerations
06/30/2021
Articles
MTF Measurement at Proper Conjugates
11/09/2020
Articles
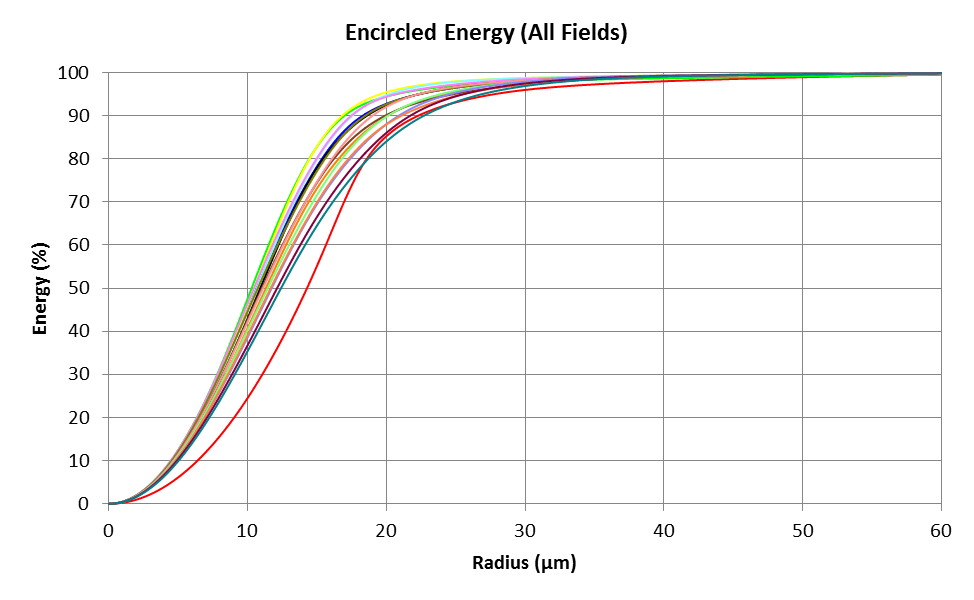
Encircled Energy and Ensquared Energy on LensCheck™ Lens Measurement Systems
07/23/2020
Articles
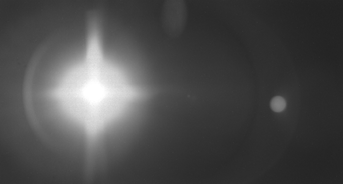
Stray Light Measurement on LensCheck™ Lens Measurement Systems
01/07/2020
Articles
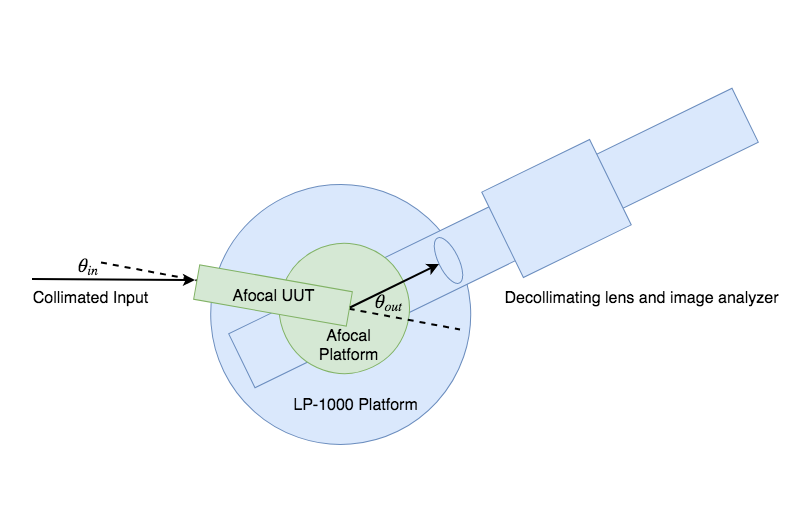
Afocal MTF Measurement
06/22/2018
Articles
MTF Metrology for High-NA Microscope Objectives
04/21/2017
Articles
Why Measure MTF?
10/09/2015